



一、前言
造纸机是由一系列配套设备组成的联合机,分湿部和干部两大部分。湿部包括上浆流送系统、网部和压榨部分,干部包括烘干、压光和卷取部分。其生产流程一般是:浆料通过上浆流送系统传送到纸机生产线的前端流浆箱,然后浆料由此依次通过网部、压榨、前烘干、后烘干、压光、卷纸机等在内的分部设备,成为原纸;原纸又可以另外进入机外涂布和复卷机产出成品纸。
造纸是一个连续的生产过程,因此生产线的连续和有序控制成为了制约成品纸质量和产量的瓶颈。由于以前的中小型造纸机多采用滑差调速方式,经过几年或十几年的生产运行,其弊端将日益明显,设备电气元件老化造成运行不稳定,故障率高,断纸率高,产品质量越来越难以控制,且滑差调速方式浪费了大量的电能。随着变频技术的发展,变频器因具有调速平稳、调速范围大、效率高、启动电流小、运行稳定可靠、节能效果好、自动控制方便易行和其它调速方式无法比拟的优点,在各种工业生产中得到了广泛的应用。现拟定用变频器作为各分部电机的驱动,完成对造纸机的动力系统改造。
二、整体方案
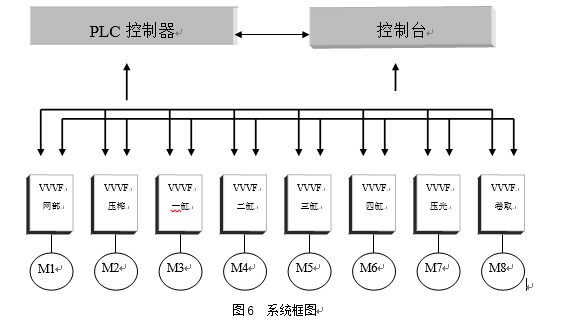
系统采用PLC和变频器控制方式,各个传动点均采用按钮在现场调速,系统框图见(图6),变频器采用森兰SB70G系列,PLC采用S7-200系列,整个系统可以完成以下功能:
(1) 各分部传动点可任意单独启动、停止和调速;
(2) 整机同步加、减速;
(3) 调某一分部车速能使该分部及其以后所有分部车速同线速度调整;
(4) 具有紧纸后,车速自动恢复为原运行车速的功能;
(5) 最高设计车速可根据生产要求调整;
(6) 紧急停车功能。
2.1速度链控制
根据造纸机和生产工艺流程,纸机上的纸受到牵引力的作用,在湿部产生纵向伸长,在干部开始时纸张的纵向继续伸长,当纸张的含水量降低后,纸张减少纵向伸长变形,在纸张进入压光机和卷纸机时,纸张再度牵引而伸长,因此在整个纸机生产线中,各个分部的速度是不同的,这样可以保持纸幅张力。同时,纸机各分部的速度必须是可以调节的,这样可以避免纸幅松驰或绷紧而断头,各分部的速度微调范围为(10-15%)。
在控制系统中各分部的速度同步由PLC和变频器共同完成,PLC负责各分部和速度链计算,由变频器执行PLC所发出的速度指令,变频器自己完成速度微调(速度微调分为级联速度微调和整机速度微调)。
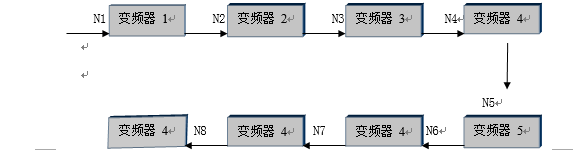
变频器速度链结构采用二叉树数据结构算法,用于完成传递功能。首先对各传动点进行数字抽象,确定速度链中各传动点编号,此编号应与变频器的编号相一致。然后根据二叉数据结构,确定各结点的上下、左或右编号,即任一传动点由3个数据组成,确定其在数据链中的位置,填位置寄存器数值。如图7所示:
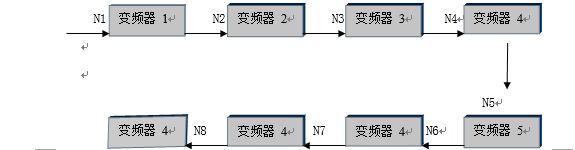
N1=b1(N0+△N0) N2=b2(N1+△N1) N3=b3(N2+△N2) N4=b4(N3+△N3)
N5=b5(N4+△N4) N6=b6(N5+△N5) N7=b7(N6+△N6) N8=b8(N7+△N7)
图7 速度链计算及控制图
该传动点速度指令发给变频器后,访问位置寄存器,确定子寄存器结点号,若不为0,则对该点进行相应处理,直到该链完全处理完,再查同级寄存器结点号,处理另一支链。故只须对位置寄存器初始化,即可构成任意分支速度链。例如,如图6所示,把纸机的第一分部点作为速度链中的主节点,即它的速度就决定整个纸机的工作速度,调节其给定速度就调节了整个纸机的车速。在PLC内,检测到车速调节信号则改变车速单元值,1点处的速度就是第一台变频器的运行速度设定值,将其送第一台变频器执行,并送给第二台计算。第一分部的速度值乘以第二分部的变比b1×a则为第二台变频器的给定值。若第二分部速度不满足运行要求,说明第二分部变比不合适,可通过调节第二分部的变比b1来达到所需的运行要求,调节过程相当于在PLC内部有一个高精度的齿轮变速箱,可以任意无级调速。若正常生产中变比合适,因某种原因需要用紧纸、松纸时,按下该分部紧纸、松纸按钮,PLC将在对应的速度链上附加一正值或负值的偏移量来实现紧纸和松纸功能。图中2点就包含了调速和紧纸、松纸等指令的速度值,将它送给第二台变频器执行,同时送下一级计算。依次类推,构成速度链控制系统。
2.2卷取张力控制
在造纸机的纸张卷取部分用张力控制,如果纸机对纸张的生产要求比较高,则可以在压光部分也加入张力闭环控制,对张力控制可以提供两种方案以供选择:1)张力直接检测闭环方式;2)张力间接计算检测闭环控制方式。张力控制变频器采用SB70G系列。
1、张力直接检测闭环方式
SB70G的模块有两个层次:通用功能模块,如PID控制、多段频率、自动节能运行等;行业专用功能模块,如位置控制,纺织应用、恒压供水应用等。SB70G还具有丰富的可编程模块,功能非常完整,编程灵活方便,包括:1.两个多功能比较器,可自定义故障;2.两个可以实现与、或、异或等运算的逻辑单元;3.两个定时器,可实现多种延时功能;4.一个可预置值、可掉电存储的计数器;5.四个可以实现加、减、乘、除和绝对值等运算的算术单元。
此外SB70G还内置功能完备的过程PID,在闭环张力控制中应用必不可少。具体可见下图:
PID的输入和反馈通道有很多种选择,反馈信号还可以设置为模拟量的多种运算结果。PID可以预置,并且有两套可以运行中切换的参数。
用户可以随心所欲地对SB70G的资源进行编程,既可以利用它的可编程功能模块来配合专用功能模块的使用,更可以使用通用功能模块和可编程模块来实现各种行业的专用功能。SB70G的可编程功能模块就像一组七巧板,可以在用户的手中组合成无数种理想的图案。这使它能给各种行业需求提供解决平台和一体化解决方案,对降低系统成本,提高系统可靠性具有极大价值。
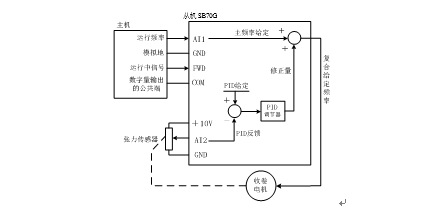
系统控制结构如下图所示:将主机(四缸或压光变频器)的运行频率作为从机(压光机或卷取变频器)的主给定频率,张力控制PID调节器的输出对主给定频率进行修正,使反馈张力与给定张力无偏差。将张力传感器的输出信号作为PID反馈,PID给定通过数字设定成理想的张力值。主机的运行中信号作为从机的起停命令。
系统图如下:
、张力间接计算检测闭环方式
由代表生产纸线速度的主机(四缸或压光机变频器)运行频率和卷绕纸张的实时卷径计算出相应的从机(卷取机)主给定频率,以此作为前馈;同时用PID调节器控制纸张的张力PID输出,对给定频率进行不断修正,将修正后的频率作为卷取电机的给定频率。这种前馈和反馈共用的复合控制方法控制精度很高,很多张力控制专用的变频器都使用了这种方法。而SB70G可以通过可编程模块来编程实现这种控制,使用方便,方法灵活。系统控制框图如下:
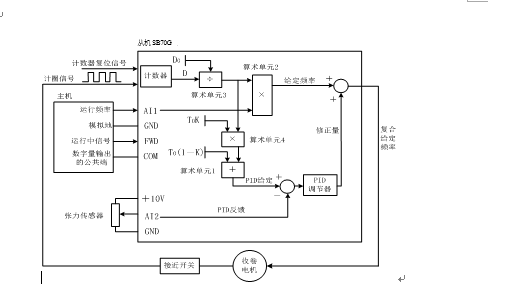
SB70G纸张卷绕机张力控制系统图
注:图中D0为初始卷径百分比值,以最终卷径为100%;
T0为初始张力值,以张力传感器最大张力为100%;
K为张力锥度系数,由用户设定,范围为0~100%;
主机的模拟运行频率(代表线速度)由AI1输入。
计圈信号使用光电开关由“计数器增”输入。
PID反馈值由张力传感器向AI2输入;
外加卷径复位信号对计数值进行预置初值。
下面分两部分来说明这种组合方法。
第一部分:卷取机给定频率的计算。
用户需要知道三个值,分别是初始卷径、最终卷径和纸张厚度。根据这三个值,计算出参数设置所需要的几个数值,具体包括:
1.初始卷径百分比值D0=初始卷径/最终卷径。
2.计数器设定值=最终卷径/(纸张厚度×2)。
3.计数器预置值=初始卷径/(纸张厚度×2)。
以下面的例子说明:
假设纸张的最终卷径为1000mm,初始卷径为100mm,薄膜厚度为0.05mm,则:
D0=100/1000=10%;
计数器设定值=1000/(0.05×2)=20000;
计数器预置值=100/(0.05×2)=2000。
此时计数器计数值(以设定计数值为100%)就相当于一个卷径传感器的输出信号,即为实时的卷径值D(以最终卷径为100%)。计数器的掉电记忆实现了卷径掉电记忆功能,计数器复位实现了卷径复位到初始卷径的功能。
主机频率为F0,从机频率为F,当前卷径值为D(以最终卷径为100%),则可以知道:
F0×D0=F×D;
即可以算出F=F0×(D0/D);
先通过算术单元3算出D0/D的值;再通过算术单元2计算F0(即AI1)乘以算术单元3的输出,即为F的值。此时算数单元2的结果即为卷取机的主给定频率,所以将卷取机的频率给定通道设成算术单元2给定。这样就完成了卷取机主给定频率的设定。
第二部分:PID的给定计算。
采用闭环张力控制的方法,PID的给定值应该设定为用户需要的张力值。算术单元1的结果即为用户需要的实时张力值,将PID的给定通道选择为算术单元1给定。这就完成了PID给定通道的设定。
至此,就完成了张力控制方案设计。此外,还要把控制需要的一些外部接线和参数设置做好,包括将主机的运行中信号作为从机的起动信号,使从机跟随主机运行;根据实际情况调节PID的相关参数,达到最好的控制效果。
造纸机各分部传动自动控制采用PLC和变频器共同控制的方法,是目前造纸传动设计和改造的发展方向,它的实用性、可靠性、经济性以及智能性为用户提供了很高的性能价格比。改造后的设备自动化程度比以前大幅提高,产品生产过程更加稳定可靠,变频器的低速运行省电特点将给用户带来可观的经济效益。





四川省成都市西航港经济开发区空港二路1599号
电话:400-619-6968
邮箱:markd@dlhope.com
